English
English




Tillverkning av precisionskomponenter med CNC-bearbetning
Lås upp den enorma CNC-bearbetningskapaciteten med Norck för tillverkning av anpassade komponenter, precisionstillverkning av metall och plast.
Den här guiden hjälper dig att förbereda dina konstruerade delar för 3D-utskrift.
Design for manufacturing, DFM, säkerställer att de komponenter du konstruerar kan tillverkas, vilket är avgörande för outsourcing. Det bidrar till att minska antalet revideringar och omställningar.
Process- och materialval
Materialvalet är avgörande för produktens funktionalitet och utseende. På Norck erbjuder vi tre 3D-utskriftsprocesser. Varje process använder en annan teknik med specifika material, fördelar och olägenheter.
a) Fused Deposition Modeling (FDM):
FDM 3D-utskrift erbjuder en lågkostnadskomponent med genomsnittlig noggrannhet och använder termoplaster för 3D-utskrift. Den används främst för små delar med genomsnittliga detaljer och specialiserade tillverkningsverktyg som fixturer och jiggar. Det krävs en efterbehandling för att avlägsna överskottsmaterial eller grader och för att jämna ut ytor.
b) Stereolitografi (SLA):
SLA 3D-utskrift är känd för god precision, jämn styrka (på grund av polymerisering av harts), finare detaljer och släta ytor. De utskrivna modellerna är mindre styva än FDM-utskrivna modeller. Kostnaden är högre än för FDM eftersom det krävs en betydande mängd efterbehandling. Den används främst för prototyper av formar, konceptuella modeller och smycken.
c) Selektiv lasersintring (SLS):
SLS 3D-utskrift ger styva modeller. Material som används i SLS är mer ömtåliga än de som används i FDM eller SLA. De utskrivna modellerna kan färdigställas med hjälp av slipning, polering eller sprutbeläggning. Det används för jiggar, fixturer, som ersättning för metalldelar och proteser.
Norck erbjuder ett stort urval av 3D-utskriftsmaterial :
|
Familj av material |
Material |
|
Termoplast |
ABS |
|
PC |
|
|
PEEK |
|
|
PETG |
|
|
PLA |
|
|
PVA |
|
|
TPU |
|
|
Harts |
Standard |
|
Höghållfasthet |
|
|
Transparent |
|
|
Gummi |
|
|
Flexibel |
|
|
Metaller |
Titanium |
|
Rostfritt stål |
|
|
Aluminium |
|
|
Mässing |
|
|
Brons |
|
|
Inconel |
Slutbehandlingar
Vi erbjuder följande slutbehandlingar för dina 3D-utskriftskomponenter:
- Målning
- Slutbehandling av klara delar
- Texturering
- Maskering
- Termisk härdning
- Polering
För att se till att dina konstruerade delar kan tillverkas måste du följa de bästa metoderna för att förbättra tillverkningsbarheten och få högkvalitativa produkter.
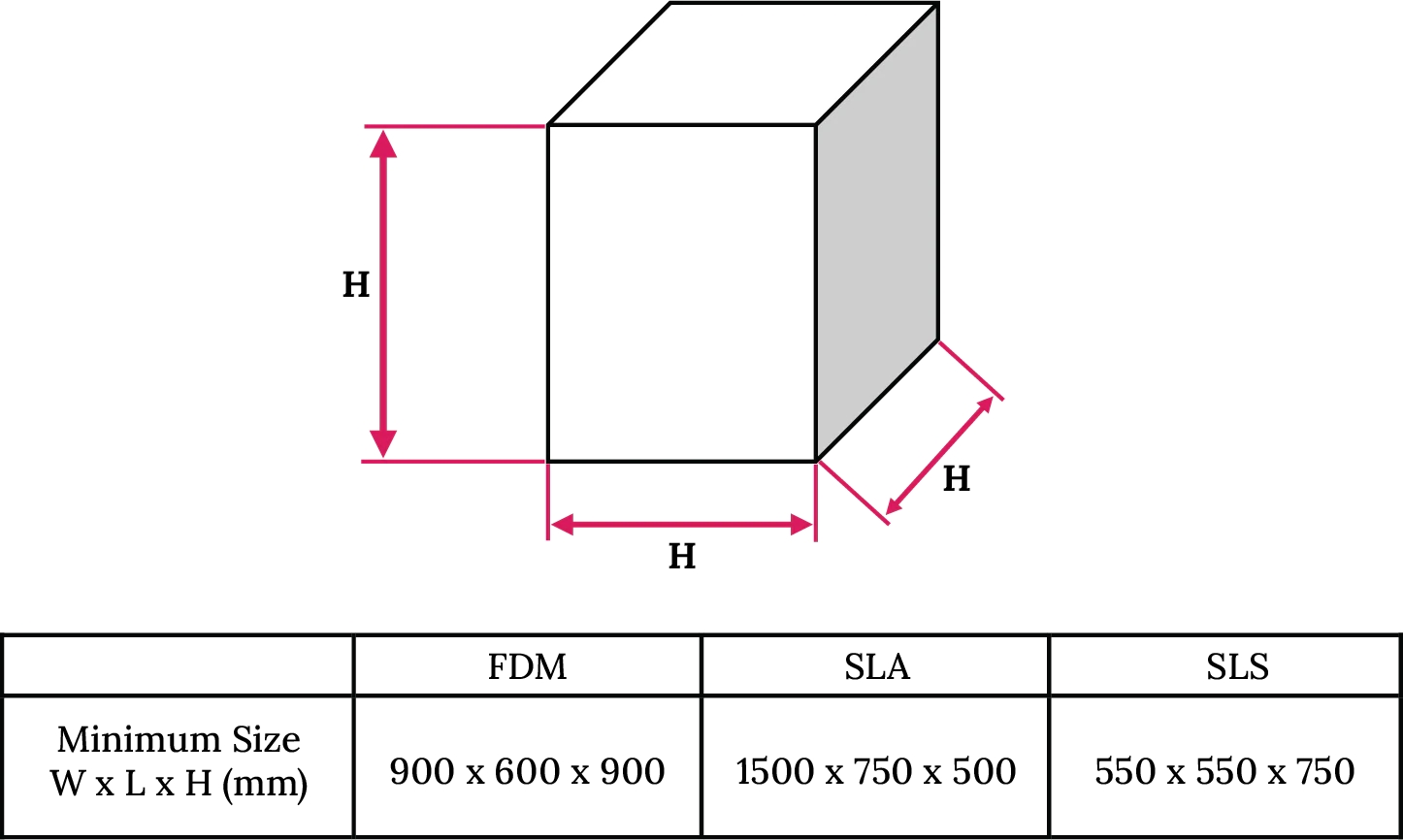
1. Maximal storlek
Vi kan skriva ut delar som är så stora som :
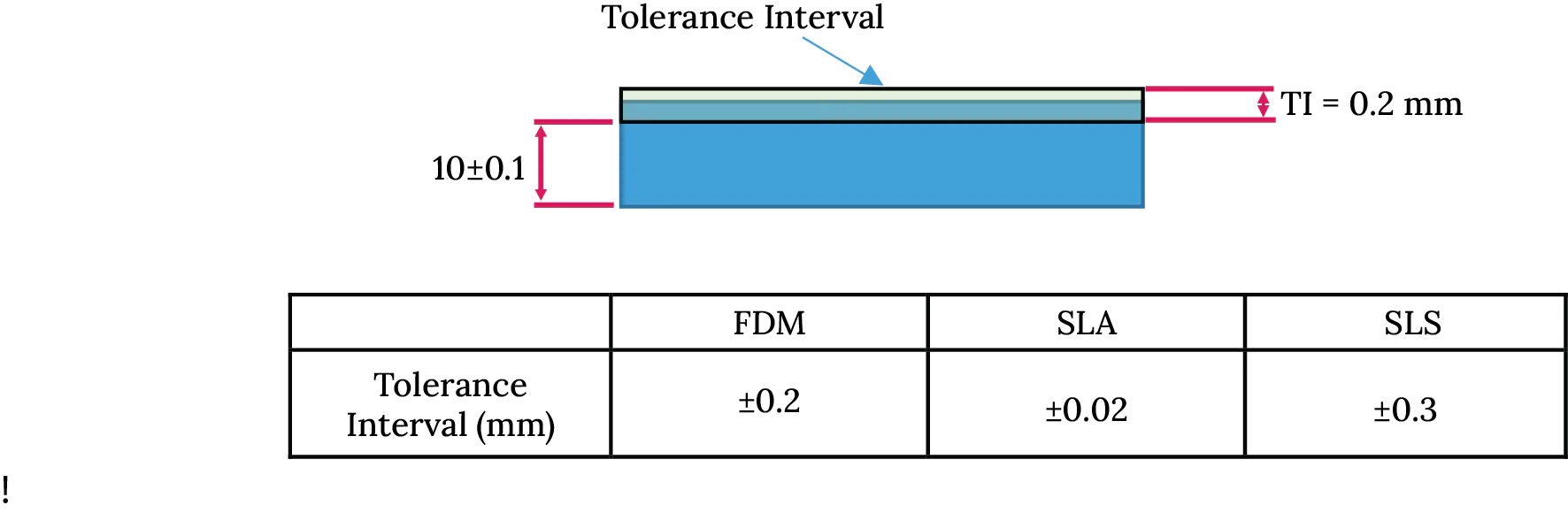
2. Toleranser
Det är tillverkningens avvikelse från konstruktionen. En tillverkad del kan inte vara identisk med 3D-modellen. Konstruktören måste lägga till toleranser för godkännande som kallas toleransintervall.
Till exempel är höjden på en vägg 10 mm, vilket kallas den nominella dimensionen. Om toleransintervallet läggs till den nominella dimensionen på ±0,1 mm innebär det att en del med en tjocklek på 9,9-10,1 mm anses vara acceptabel.
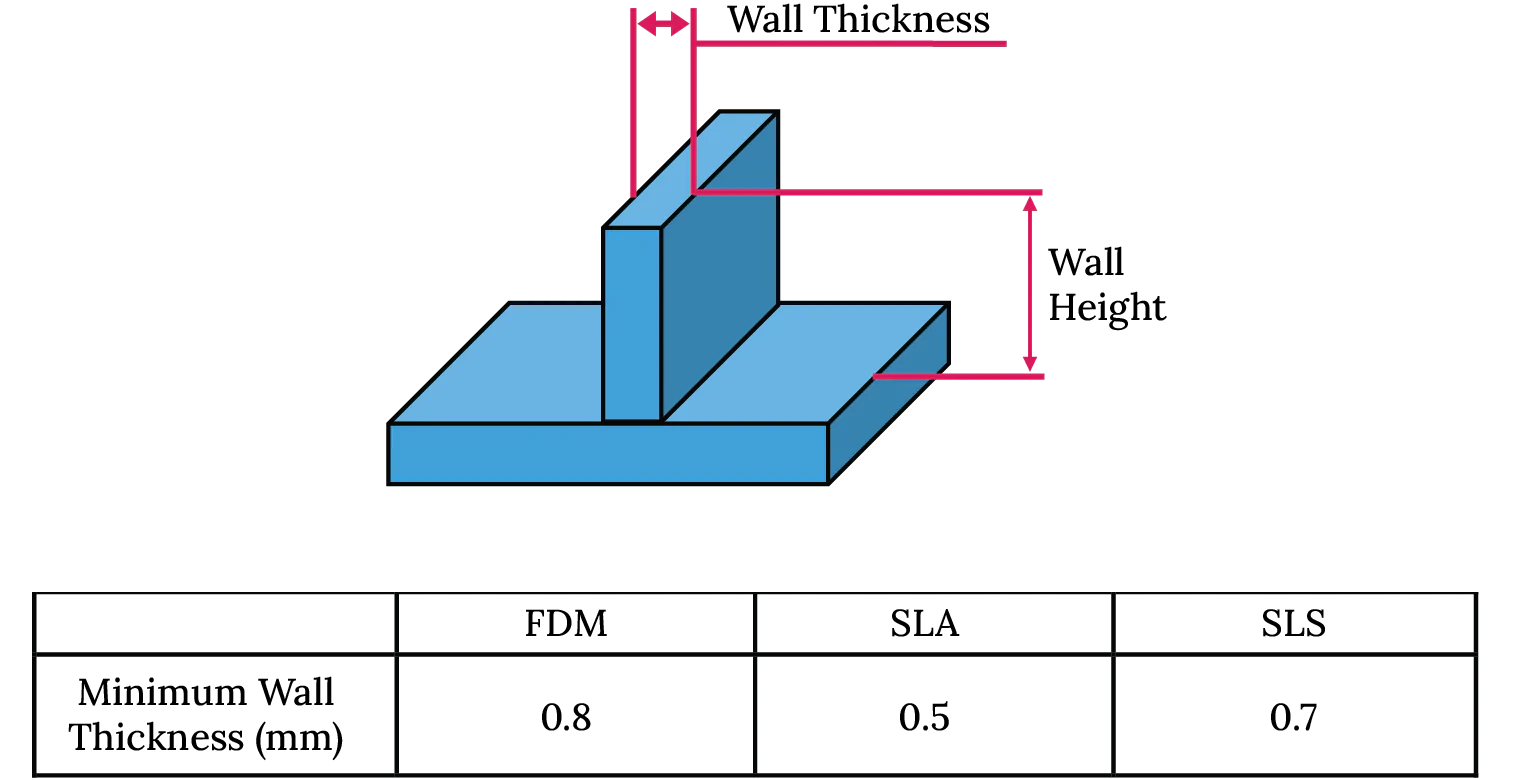
3. Väggens tjocklek och höjd:
Beroende på 3D-utskriftstekniken bör väggarnas tjocklek vara tjockare än den minsta väggtjocklek som visas nedan, och höjden bör inte överstiga den maximala höjden.
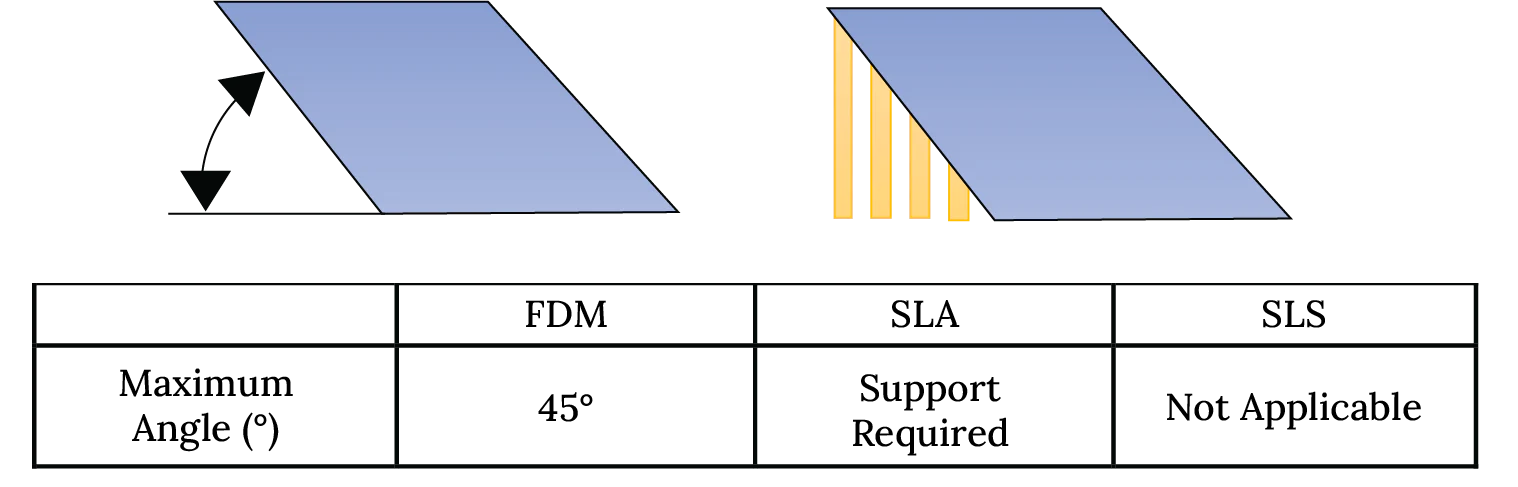
4. Överhäng:
I 3D-utskrift läggs lager på befintligt material. De lager som ligger över inget befintligt material kallas överhäng. Beroende på 3D-utskriftsmetoden behöver överhäng större än vissa grader stöd.
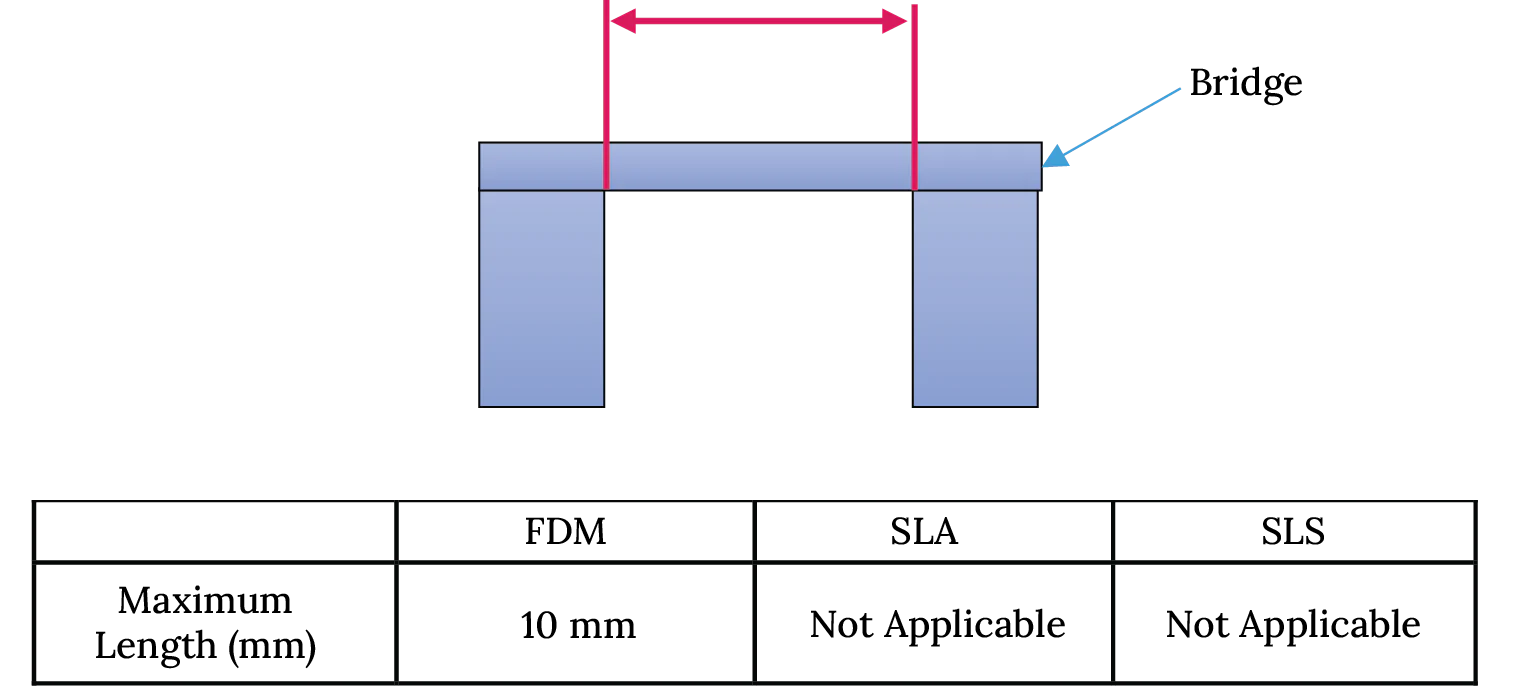
5. Broar:
Broar förbinder väggar utan att behöva stöd när de är mindre än den maximala längden. För längre broar är det nödvändigt att lägga till broar.
6. Avstånd:
Det är möjligt att skriva ut hela funktionella enheter eller flera delar i 3D-utskrift. Vi rekommenderar att du lämnar 0,4 mm mellan komponenterna.
7. Präglade och graverade detaljer:
Detaljdetaljer: Präglade och graverade detaljer får inte överskrida maximalt djup och maximal bredd.

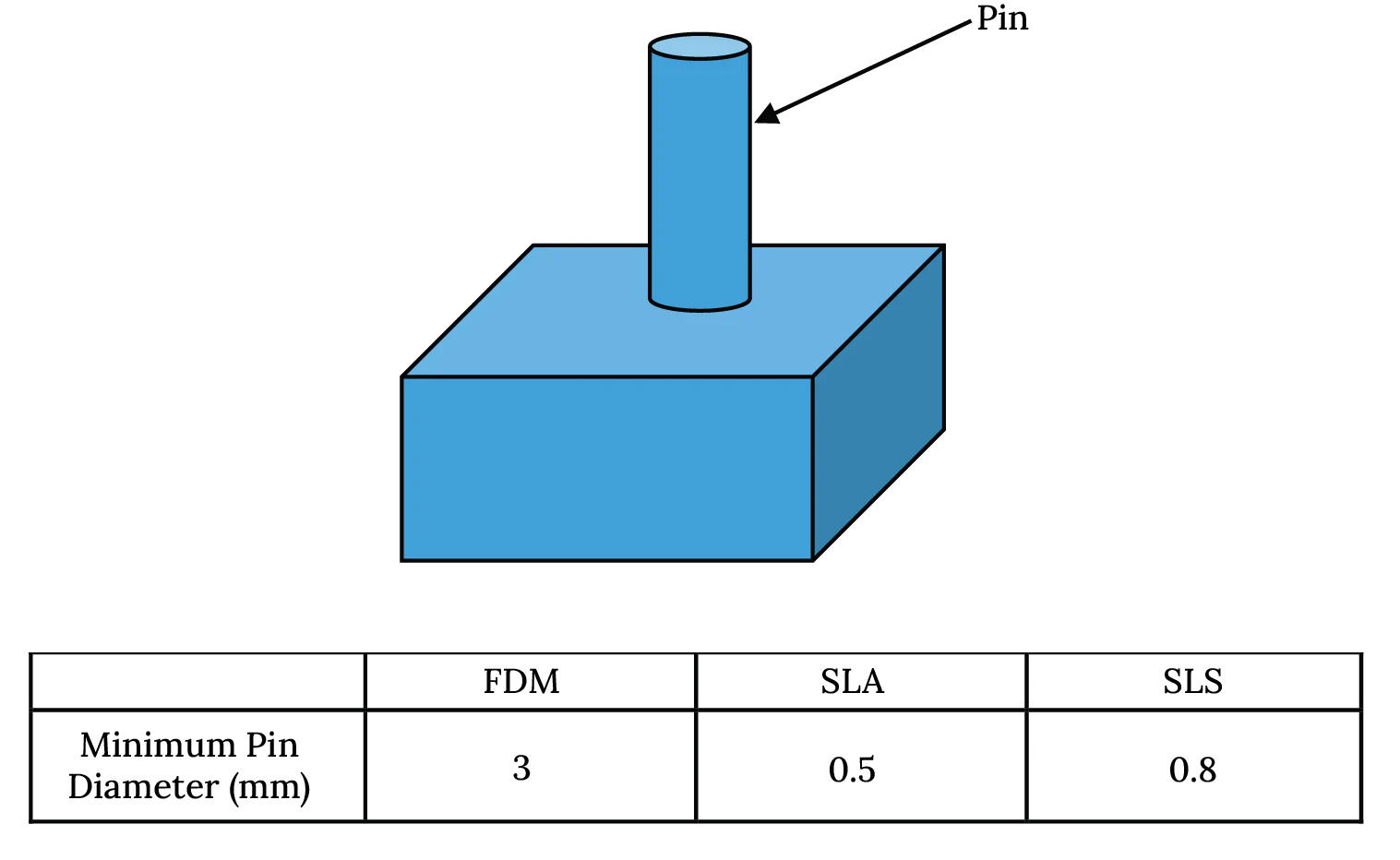
8. Stiftdiameter:
Pin-funktioner får inte vara tunnare än nedanstående mått.
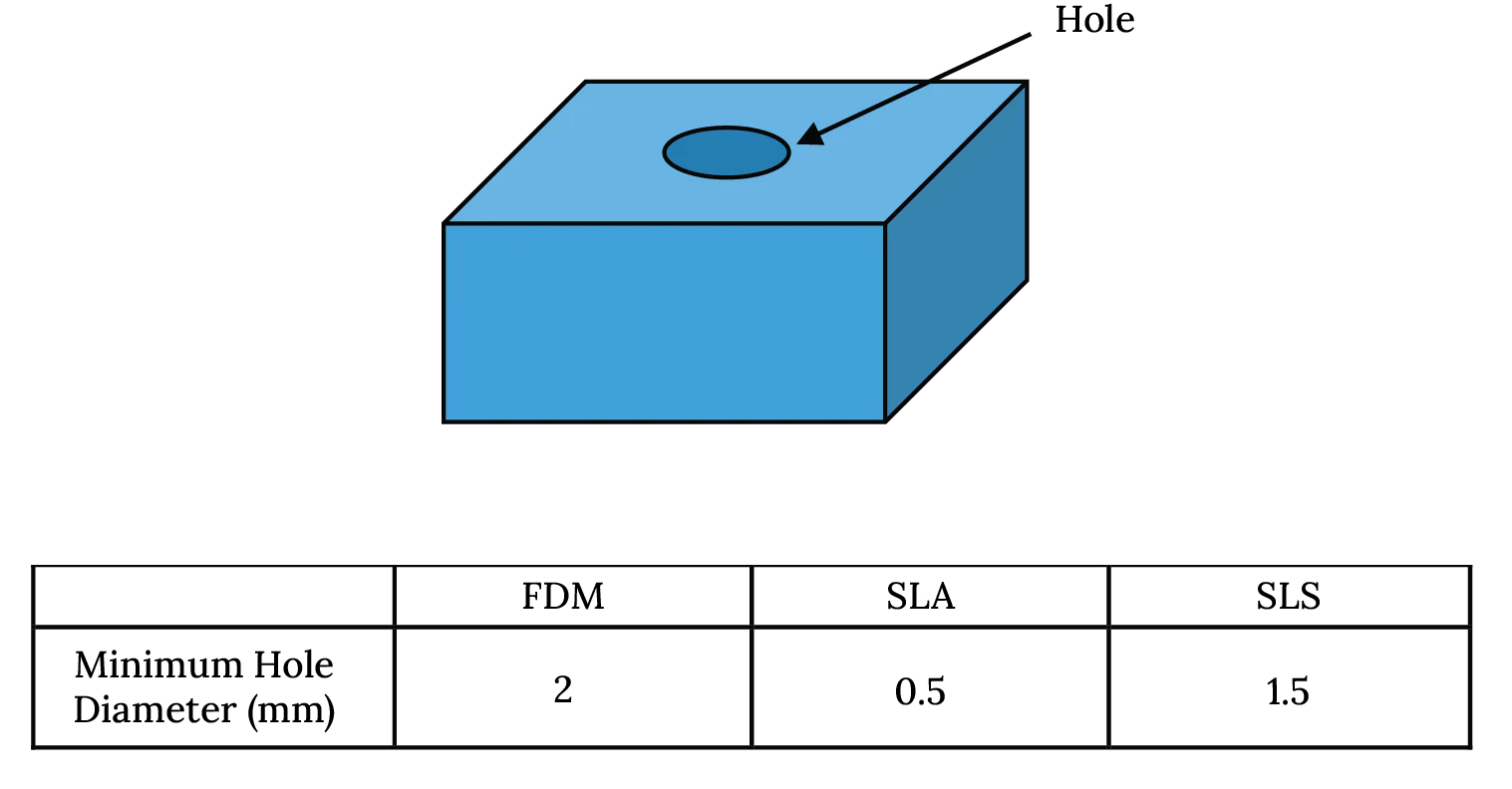
9. Hål:
Minsta diameter för hål är följande.
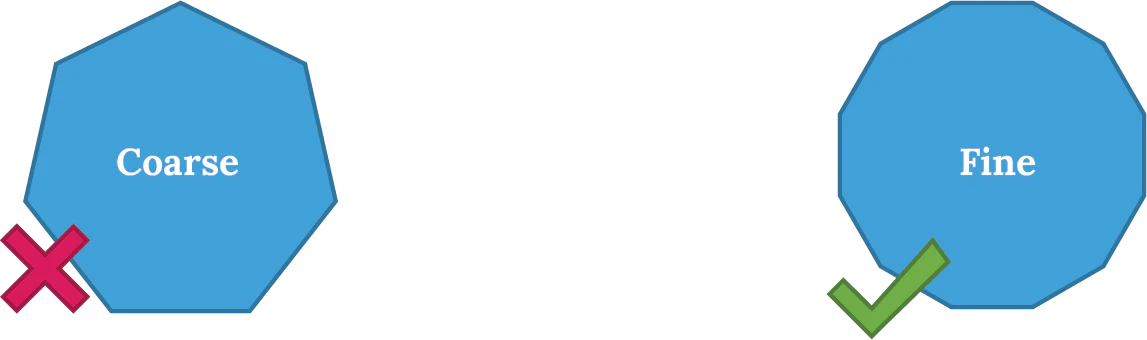
10. Upplösning av ärendet:
När du sparar en 3D-modell som STL rekommenderar vi att du ökar detaljnivån, genom att använda det fina alternativet i stället för det grova. Fina STL-filer har jämnare ytor.
11. Trådar:
Undvik rektangulära gängor för att minimera spänningen. Vi rekommenderar att du använder gängor och skruvar med trapezoidal sektion. Den minsta gängstorleken är 1 mm.

Lås upp den enorma CNC-bearbetningskapaciteten med Norck för tillverkning av anpassade komponenter, precisionstillverkning av metall och plast.
Oavsett om du behöver 3D-printade delar i plast eller metall har Norck rätt kapacitet och lösning för dig.


Tusentals företag runt om i världen förlitar sig på Norcks stora kapacitet och extremt kvalificerade kompetens för att få sina plåtar tillverkade.

Norcks avancerade tekniska och teknologiska kapacitet gör det till ett av de mest efterfrågade plåttillverkningsföretagen i världen.
Norck erbjuder precisions-CNC-skärningstjänster såsom laserskärning, plasmaskärning och vattenskärning.
Norcks tjänster inom 3D-utskrift och additiv tillverkning på begäran omfattar nästan alla 3D-utskriftsmetoder och -tekniker.